Knjižnica materialov: Razlika med redakcijama
Brez povzetka urejanja |
Brez povzetka urejanja |
||
| Vrstica 130: | Vrstica 130: | ||
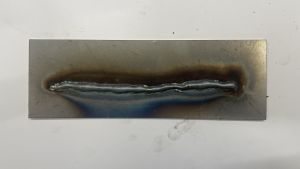
|info1=Aluminij, pločevina debeline 2 mm. Varjenje TIG z dodajnim materialom AlSi5 (Ø 2 mm) in zaščitnim plinom argon (99,99 %). | |info1=Aluminij, pločevina debeline 2 mm. Varjenje TIG z dodajnim materialom AlSi5 (Ø 2 mm) in zaščitnim plinom argon (99,99 %). | ||
Nasvet: Uporabi stabilno oporo rok, saj aluminij hitro reagira na spremembe toplote. | Nasvet: Uporabi stabilno oporo rok, saj aluminij hitro reagira na spremembe toplote. | ||
|kategorija1=KAT | |||
|lokacija1=Kovinarski lab | |||
|inv1=### | |||
}} | |||
{{Predloga:Material-kartica | |||
|title1=Kotni var (nerjaveče jeklo) | |||
|display1=Kotni var (nerjaveče jeklo) | |||
|image1=6.1,6.2,6.3 kotni tig.jpg | |||
|info1=Nerjaveče jeklo, pločevina debeline 2 mm. Varjenje TIG v zaščitnem plinu argon (99,99 %). Prikazane so tri tehnike (z leve proti desni): varjenje z dodajnim materialom, varjenje brez dodajanja materiala in pulzno varjenje. | |||
Nasvet: Pri inoxu zmanjšaj toplotni vnos, da preprečiš razbarvanje in izgubo korozijske odpornosti. | |||
|kategorija1=KAT | |||
|lokacija1=Kovinarski lab | |||
|inv1=### | |||
}} | |||
{{Predloga:Material-kartica | |||
|title1=Sočelni var (nerjaveče jeklo) | |||
|display1=Sočelni var (nerjaveče jeklo) | |||
|image1=7.1.kov.lab.dodajanje.jpg | |||
|info1=Nerjaveče jeklo, pločevina debeline 2 mm. Varjenje TIG z dodajnim materialom 308LSi (Ø 1 mm) in zaščitnim plinom argon (99,99 %). Prikazane so tri tehnike (z leve proti desni): varjenje z dodajnim materialom, varjenje brez dodajanja materiala in pulzno varjenje. | |||
Nasvet: Ohranjaj kratko dolžino obloka za boljši nadzor nad zvarno kopeljo. | |||
|kategorija1=KAT | |||
|lokacija1=Kovinarski lab | |||
|inv1=### | |||
}} | |||
{{Predloga:Material-kartica | |||
|title1=Prehitro varjenje | |||
|display1=Prehitro varjenje | |||
|image1=8.kov.lab.prehitro.jpg | |||
|info1=Primer prehitrega varjenja, kjer zaradi previsoke hitrosti pomika ni zadostnega uvara in je zvar neenakomeren ter mehansko šibkejši. | |||
Nasvet: Upočasni pomik, da omogočiš zadosten prenos toplote v material. | |||
|kategorija1=KAT | |||
|lokacija1=Kovinarski lab | |||
|inv1=### | |||
}} | |||
{{Predloga:Material-kartica | |||
|title1=Varjenje brez zaščitnega plina | |||
|display1=Varjenje brez zaščitnega plina | |||
|image1=9.kov.lab.brez_plina.jpg | |||
|info1=Tukaj pride opis ali podatki. | |||
|kategorija1=KAT | |||
|lokacija1=Kovinarski lab | |||
|inv1=### | |||
}} | |||
{{Predloga:Material-kartica | |||
|title1=Previsoka amperaža | |||
|display1=Previsoka amperaža | |||
|image1=10.kov.lab.visoki_amperi.jpg | |||
|info1=Primer varjenja s previsoko amperažo, kar povzroči pregrevanje materiala, preglobok uvar in deformacije pločevine. | |||
Nasvet: Nastavi tok glede na debelino materiala in sproti prilagajaj glede na obnašanje zvarne kopeli. | |||
|kategorija1=KAT | |kategorija1=KAT | ||
|lokacija1=Kovinarski lab | |lokacija1=Kovinarski lab | ||
Redakcija: 14:57, 13. april 2026
Uvod
text text text
FabLab
Tekstilni Lab
Lesarski Lab

Kovinarski Lab









Zeleni Lab









Keramičarski Lab

Steklarski Lab
Lab za nakit





{kind=link}